





Macchina del laminatoio a freddo del blocco cuscinetto a rulli intermedi lato operante
Materiale e trattamento termico della sede del cuscinetto a rulli intermedio sul lato operativo del laminatoio a freddo
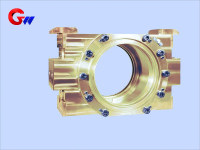
Materiale del corpo del blocco cuscinetto a rulli intermedio lato operativo:
Ghisa ad alta resistenza (HT300/HT350) o acciaio fuso (ZG310-570), con una resistenza alla trazione ≥ 500 MPa.
Il rivestimento resistente all'usura è realizzato in bronzo (ZCuAl10Fe3) o in materiale composito polimerico (come il materiale modificato con PTFE).
Trattamento termico:
I getti richiedono un trattamento di invecchiamento (per eliminare le tensioni interne) e una tempra ad alta frequenza delle superfici di contatto critiche (durezza HRC45-50).
- GW Precision
- Luoyang, Cina
- Stipulazione contrattuale
- informazione
Macchina del laminatoio a freddo del blocco cuscinetto a rulli intermedi lato operante
Dimensioni e tolleranze del blocco cuscinetto a rulli intermedio lato operante
Fori di installazione dei cuscinetti:
A seconda del tipo di cuscinetto (ad esempio la serie TQO di cuscinetti a rulli conici a quattro file), la tolleranza è solitamente H6 (foro interno) o js6 (diametro esterno).
Requisito di rugosità: la Ra della superficie di accoppiamento del cuscinetto è ≤ 0,8 μ m e la Ra della superficie non di accoppiamento è ≤ 3,2 μ m.
Precisione di posizionamento:
La rotondità del foro interno della sede del cuscinetto è ≤ 0,008 mm e la coassialità è ≤ 0,015 mm/500 mm.
Gioco di adattamento con il collo del cilindro: 0,05-0,10 mm (considerando l'espansione termica).

Programmazione delle lavorazioni CNC
I programmatori utilizzano l'elaborazione della simulazione del PC per eseguire il programma, ottimizzando le linee di elaborazione e disponendo in modo ragionevole gli strumenti di elaborazione, in modo che la lavorazione del pezzo sia più accurata con linee di taglio nette e belle.
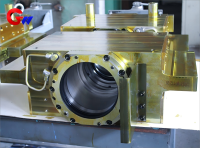
Attrezzature di lavorazione ad alta precisione
Il centro di lavorazione orizzontale CNC, il centro di lavorazione verticale CNC, il centro di lavorazione completo a cinque assi e altre apparecchiature di lavorazione ad alta precisione garantiscono l'accuratezza delle dimensioni di lavorazione del prodotto del blocco cuscinetto a rulli intermedio lato operativo, assicurando inoltre che la struttura complessa del pezzo possa essere lavorata in modo fluido e preciso.

Processo di fabbricazione e assemblaggio del blocco cuscinetto a rulli intermedio lato operante Tecnologia di elaborazione:
Alesatrice e fresatrice CNC per la lavorazione dei fori dei cuscinetti (livello di precisione IT6), levigatura o rettifica per la lavorazione finale.
L'errore di posizionamento dei fori dei bulloni è ≤ 0,05 mm per garantire un aggancio preciso al telaio.
Requisiti di montaggio:
Regolare la forza di pre-serraggio del cuscinetto in base alle specifiche del produttore (ad esempio forza di pre-serraggio assiale di 8-12 kN).
Per evitare carichi d'urto, utilizzare dadi idraulici per l'installazione.
Controllo di processo di qualità
Dalla lavorazione del pezzo grezzo, alla rilevazione dei difetti, al trattamento termico fino al processo di produzione, ogni processo prevede ispettori qualificati che verificano e verificano prima della successiva lavorazione.
Ispezione e collaudo
Rigorose procedure di ispezione e collaudo sono la nostra garanzia di qualità. Ogni blocco cuscinetto a rulli intermedio lato operatore è corredato di un set completo di report di analisi della composizione chimica, report di trattamento termico, report di individuazione dei difetti, report di ispezione delle tolleranze dimensionali, di forma e di posizione (tre coordinate e altri strumenti di ispezione di precisione garantiscono l'accuratezza delle dimensioni di lavorazione), tutti tracciabili e tracciabili.

Lubrificazione e sigillatura della sede del cuscinetto a rulli intermedio sul lato operativo del laminatoio a freddo
Sistema di lubrificazione:
Lubrificazione a olio concentrato (pressione 0,3-0,5 MPa, portata 30-50 L/min) o lubrificazione aria-olio (volume di gocce d'olio 5-10 gocce/min).
Viscosità dell'olio lubrificante: ISO VG 68-100 (a 40 ℃).
Progettazione della tenuta:
Guarnizione combinata (guarnizione a labirinto + guarnizione a labbro rinforzata con molla), norma antipolvere ISO 4406 18/16/13.
Materiale di tenuta: gomma fluorurata (FKM) o poliuretano (PU) resistente alle alte temperature.





