





Laminatoio a freddo della macchina del lato di azionamento lavora la sede del cuscinetto del laminatoio a rulli
Scienza dei materiali:
Laminatoio a freddo Macchina del lato di azionamento del rullo di lavoro sede del cuscinetto del laminatoio (forgiatura): 40Cr,
Sono una garanzia di prodotti di alta qualità per sedi dei cuscinetti dei laminatoi a freddo lato azionamento.
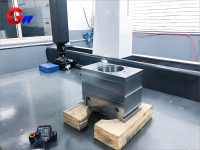
Il foro di installazione del cuscinetto è un elemento fondamentale e richiede un'elevata precisione dimensionale. Il diametro del foro di installazione deve corrispondere esattamente al diametro esterno del cuscinetto per garantire un'installazione a tenuta stagna e l'assenza di allentamenti o deviazioni durante il funzionamento. Anche la rugosità superficiale ha requisiti rigorosi e una superficie liscia può ridurre l'attrito durante l'installazione e facilitare la dissipazione del calore.
- Guangwei Manufacturing Precision
- Luoyang, Cina
- Stipulazione contrattuale
- informazione
Laminatoio a freddo del lato di azionamento del blocco del rullo di lavoro del laminatoio dell'albero
Scenari applicativi della sede del cuscinetto del laminatoio a rulli lato azionamento per il laminatoio a freddo
(Adatto per laminatoi a freddo per piastre e nastri ad alta precisione)
1. Funzioni principali
Supporto del carico dinamico: resistere alla forza di rotolamento (800-2500 kN) e alla forza di flessione del rullo (± 500 kN), garantendo una precisione della fessura del rullo di ± 0,005 mm
Trasmissione della coppia: trasmette la coppia motrice del motore (il valore di picco può raggiungere il 150% del valore nominale), adatto per velocità di rotolamento di 10-40 m/s
Controllo delle vibrazioni: soppressione delle vibrazioni ad alta frequenza durante la laminazione ad alta velocità (accelerazione delle vibrazioni ≤ 4,5 m/s², ISO 10816-3)
2. Condizioni di lavoro estreme
Stress meccanico:
Sollecitazione ciclica da contatto 900-1300 MPa (teoria del contatto di Hertz)
Carico d'impatto del cambio di rullo (accelerazione istantanea 10-15 g)
Sfide ambientali:
Penetrazione dell'olio di laminazione (additivo per pressioni estreme contenente zolfo)
Usura abrasiva da detriti di alluminio/acciaio inossidabile (durezza HV400-1200)
Selezione del materiale e rinforzo della sede del cuscinetto del laminatoio a rulli lato trasmissione
1. Materiale di base
Grado del materiale, vantaggi principali, scenari applicabili
Acciaio al carbonio ordinario laminato a freddo ZG35CrMnSi ad alta resistenza alla fatica (σ -1 ≥ 380MPa)
Resistenza all'impatto ZG25CrNiMo (Akv ≥) 60J@-20 Laminazione di acciaio ad alta resistenza (℃)
Laminazione di acciaio inossidabile/alluminio resistente alla corrosione ZG06Cr13Ni4Mo (C ≤ 0,06%)
2. Rafforzamento delle aree chiave
Fori di installazione dei cuscinetti:
Nitrurazione ionica (profondità dello strato 0,3-0,5 mm, durezza HV900-1100)
Levigatura di precisione (rotondità ≤ 0,005 mm, Ra ≤ 0,1 μ m)
Superficie di tenuta:
Rivestimento laser di lega a base di Ni (Inconel 625, resistente all'usura da micromovimenti)
3. Sistema di trattamento termico
Trattamento di tempra e rinvenimento:
Tempra: 880 ℃ × 2h (soluzione di tempra del polimero)
Rinvenimento: 550 ℃ × 4 ore (due cicli di rinvenimento)
Stabilizzazione dimensionale:
Trattamento criogenico (-80 ℃ × 12h)
Trattamento temporizzato (180 ℃ × 24 ore)
4. Ingegneria delle superfici
Rivestimento composito:
Sabbiatura (grado Sa3.0)
Spruzzatura ad arco Cr3C2 NiCr (spessore 150-200 μm)
Rifusione laser (porosità <0,3%)
La funzione primaria di unmacchina di laminazione a freddo del lato di azionamento del rullo di lavoro del sedile del cuscinetto del laminatoioIl suo scopo è garantire un allineamento preciso del cuscinetto durante il funzionamento e resistere ai carichi radiali e assiali applicati. Inoltre, riduce il gioco tra cuscinetto e albero, riducendo al minimo le perdite per attrito.
Controllo di processo di qualità
ILmacchina per laminazione a freddo della sede del cuscinettoI nostri prodotti vengono ispezionati da ispettori in ogni fase, dalla lavorazione grezza, all'individuazione dei difetti, al trattamento termico fino al processo di produzione. Solo dopo aver superato l'ispezione possiamo procedere alla fase di lavorazione successiva.



